
Historiquement, les pièces de matériaux durs étaient souvent rectifiées car de nombreux outils de coupe ne pouvaient pas supporter les exigences rigoureuses des matériaux de grande dureté. De nos jours, de nombreuses entreprises changent les opérations de rectification pour les opérations de tournage difficiles en raison des nombreux avantages que cela comporte.
Le tournage dur est défini comme le tournage de matériaux plus durs que Rockwell C (Rc) bien que le tournage dur soit considéré comme allant de 58 à 68 Rc. Comme pour toute application d’usinage, l’outil de coupe doit être plus dur que le matériau à usiner. Avec cette définition, en théorie, une plaquette en métal dur pourrait usiner un matériau à 60 Rc car la plupart des métaux durs en contiennent plus de 85. Cependant, la réalité est que les plaquettes en carbure ne pourraient pas résister à la chaleur générée lors des virages serrés.
Le nitrure de bore cubique (CBN) est le choix numéro un pour les applications de tournage difficile. Le CBN est l’un des matériaux les plus durs fabriqués par l’homme, second en termes de dureté par rapport au diamant polycristallin. Le CBN offre une dureté, une ténacité, une stabilité chimique et thermique supérieures.
L’ébauche CBN frittée est découpée dans les formes souhaitées qui sont ensuite soudées aux pièces en métal dur sous la forme de géométries ISO standard; Ce sont les plaquettes CBN finales, avec une ou plusieurs arêtes de coupe.


Le segment CBN est 200% plus grand, ce qui signifie qu’il est non seulement capable d’une profondeur de coupe plus grande (environ 0,8 mm) réduisant le cycle de travail, mais aussi, en raison de la grande taille, de très peu de chaleur atteint la zone soudée où le CBN adhère. Étant donné que la chaleur dans la zone soudée est réduite de 50%, la probabilité d’un ramollissement de la zone soudée diminue considérablement.
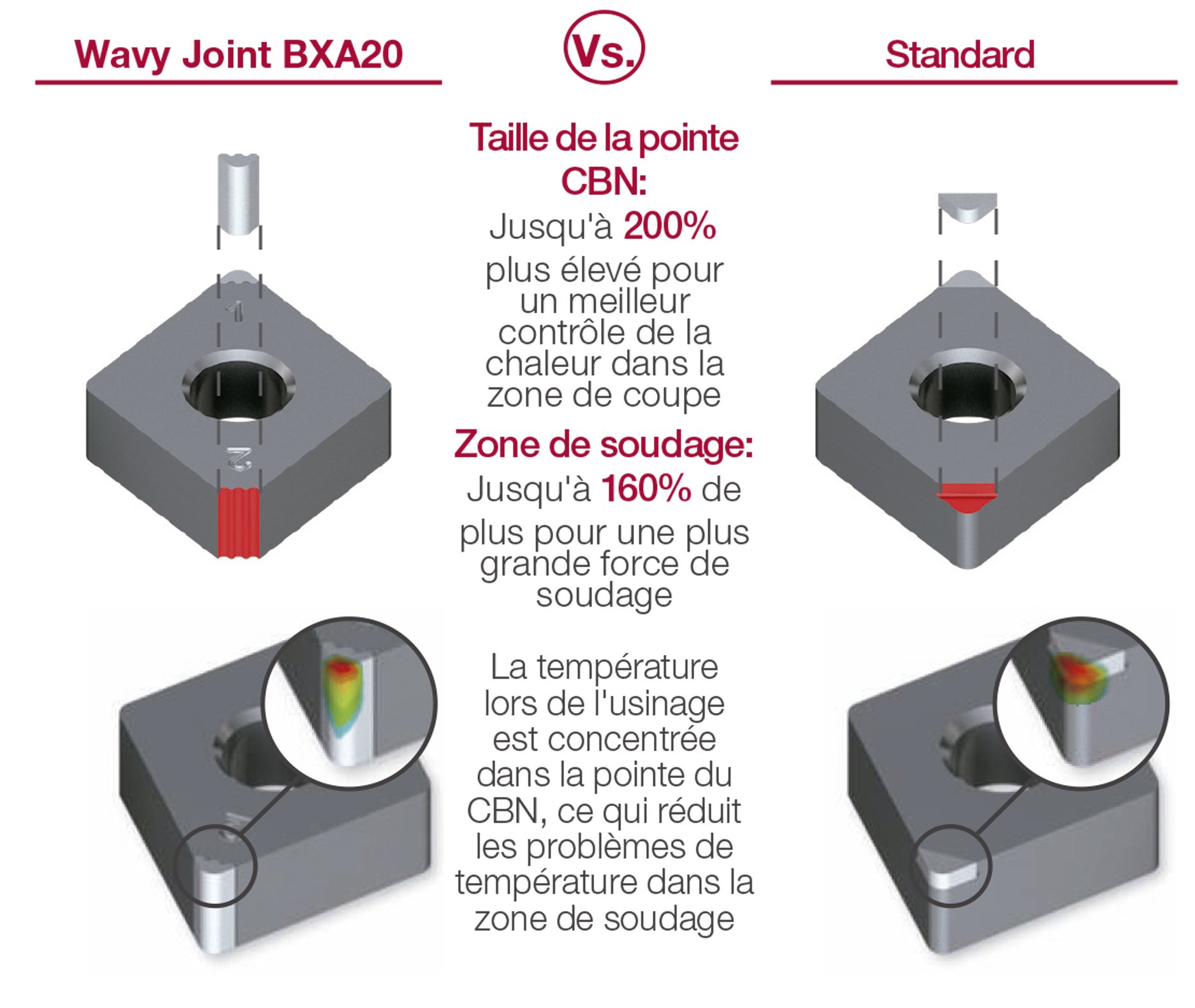
La plaquette CBN Wavy Joint est disponible dans la nouvelle nuance BXA20 de Tungaloy
Le BXA20 est un nouveau substrat, à faible teneur en CBN, associé à un nouveau revêtement doté d’une excellente force d’adhérence, ce qui en fait une nuance idéale pour résister aux cratères et à l’usure des flancs.
Le revêtement BXA20 est un nitrure de titane en aluminium et multicouches 2 fois plus épais que celui des nuances conventionnelles, ce qui améliore la résistance à l’usure des flancs.
Le liant dans BXA20 a une composition chimique spéciale à base de titane glucidique qui est bien équilibrée entre dureté et ténacité. De ce fait, le BXA20 présente une très haute résistance à la rupture. Cela permet au BXA20 une vaste gamme d’applications, des coupes continues aux coupes très interrompues.
BXA20 peut aller à des vitesses allant jusqu’à 180 m / min (590 SFM)
Wavy Joint est disponible avec une préparation de bord “H” (lourde) qui renforce l’arête, ce qui le rend idéal pour les applications interrompues.
Cette plaquette est également disponible avec le nouveau HM rompevirutas. Cela permet un écoulement régulier des copeaux et un contrôle fiable des copeaux, tout en réduisant les risques de formation de surfaces. Le rompevirutas travaille également pour la réduction des vibrations.
Les plaquettes CBN ondulées sont disponibles avec les géométries CNG *, DNG *, TNG *, VNG * et WNG *.
