 このページのPDF
このページのPDF
これまで、高硬度材部品の加工は、研削加工で行われることが多かった。それは、高硬度材加工の厳しい条件に耐えられる切削工具が少なかったからである。今日では、多くの企業が、研削加工ではなく、様々な利点を持つハードターニング加工を採用している。
ハードターニング加工は、45Rcより硬い材料の旋削加工と定義されているが、通常、ハードターニング加工といえば、硬度58~68Rcの材料の加工を指す。他の機械加工と同様、切削工具は加工される材料よりも硬いものでなければならないが、ほぼ全ての超硬は85Rcを超える硬度を持つので、理論上、超硬インサートは硬度60Rcの材料を切削できることになる。しかし、実際には、超硬インサートは、ハードターニング加工で発生する熱に耐えることができない。
立方晶窒化ホウ素(CBN)は、ハードターニング加工に最適な選択肢である。CBNは、非常に硬い人工材料で、多結晶ダイヤモンドに次ぐ硬度を持ち、靭性や、化学的および熱的安定性にも優れている。
CBNインサートは、焼結CBNのブランクを必要な形状にカットし、これをISO標準形状の超硬ブランクにろう付けしたもので、シングルコーナータイプとマルチコーナータイプがある。

CBNを使用したハードターニング加工では、CBNブランクの剥離という問題がしばしば起こる。多くの場合、その原因はろう付けにある。CBNの刃先は比較的小さいため、ろう付け部も小さくなる。ろうが熱によって軟化すると、CBN部分の固着が不安定になり、剥離が生じる。剥離を防ぐために硬度の低いCBN材種に切り替えると、加工速度が遅く長持ちしないので、生産性が低下してしまう。実は、根本的な原因は、CBNと超硬インサートの間のろう付けが軟化して、早い段階で剥離を引き起こすことである場合が多い。もう一つのよくある問題は、加工中に刃先が外れてしまうことだが、これは、明らかに、ろう付けの軟化により生じる現象である。
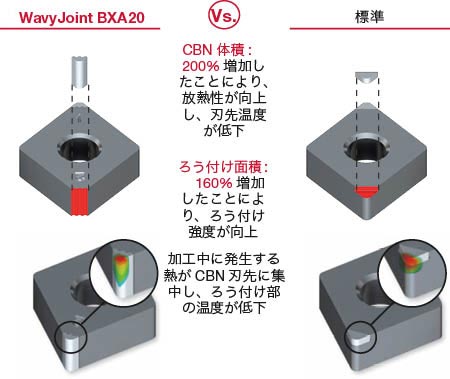
そこでタンガロイは、「CBN WavyJoint(CBNウェイビージョイント)」を開発した。WavyJointは、CBNと超硬インサートの間の接続面で、双方が波型形状で接しており、不規則にカーブしている。これにより、CBNと超硬インサートの接触面が160%増加する。この特長だけでも、ろう付け部が軟化する可能性が大幅に減少する。

CBN部分が200%拡大したことで、より深い切込み(ap. 0.8 mm)での加工が可能になり、サイクルタイムを短縮できるだけでなく、CBNと超硬インサートが接するろう付け部に到達する熱も非常に少なくなる。ろう付け部の熱が50%減少するため、ろう付け部が軟化する可能性が劇的に低下する。
CBN WavyJointのインサートには、タンガロイの新材種BXA20を採用した。
BXA20は、CBN含有量を低減した新母材で、密着性に優れた新コーティングとの組み合わせにより、クレーター摩耗と逃げ面摩耗の両者に対する高い抵抗力を備えた理想的な材種となった。
コーティングは、従来材種の2倍の厚さを持つ窒化チタンアルミニウム多層膜で、逃げ面の耐摩耗性を向上させる。
バインダーは、炭窒化チタンベースの特殊な化学組成を持ち、硬度と靭性のバランスに優れている。そのため、BXA20の耐欠損性は非常に高く、連続切削から重断続切削まで幅広い加工で使用することができる。
BXA20は、切削速度180 m/minまで対応可能である。
WavyJointは、断続切削に最適な刃先強化型Hチップブレーカをラインナップしている。
新HMチップブレーカは、すくい面に生じるクレーター摩耗を低減する一方、スムーズで安定した切りくず処理を可能にし、びびりも抑制する。
CBN WavyJointのインサート形状には、CNG*、DNG*、TNG*、VNG*、およびWNG*を揃えている。
