



HIGH-FEED
MILLING
高送り加工
倍速切削実現の原動力
![]()

HOW IT WORKS?
高送り加工のメカニズム
高送り加工を最初に採用したのは金型産業です。高送り加工では、低切込みかつ最大2.0 mm の刃当り送りを組み合わせることにより、被削材の金属除去率が最大になり、その結果、より多くの部品を加工することができます。
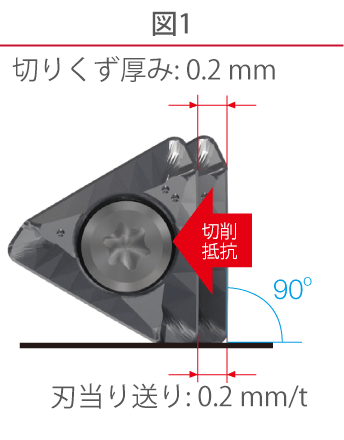
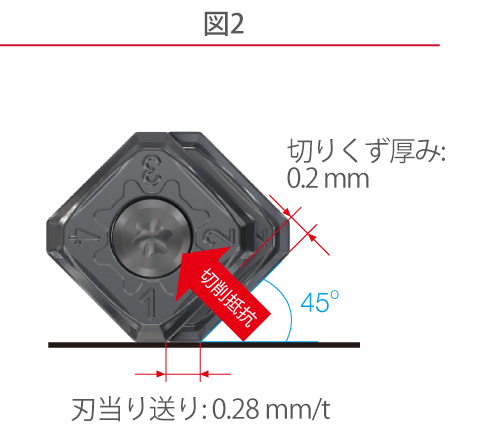
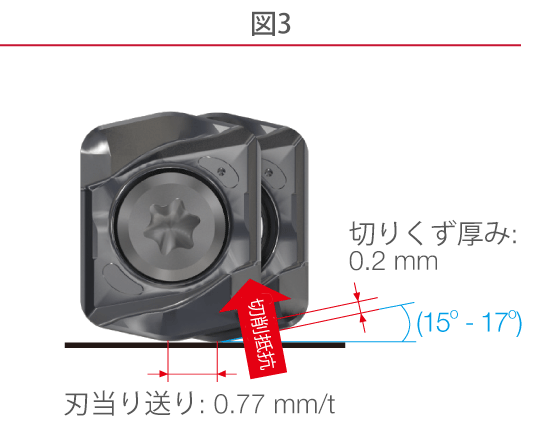
高送りによる高能率加工は、薄い切りくずを生成するメカニズムに基づいています。切りくずの厚さは、工具の切込み角で決まりますが、切込み角が90° のカッタでは、刃当り送りを0.2 mm に設定すると、切りくずの厚さは、同じ0.2 mm になり(図1)、薄い切りくずを生成するメカニズムは機能していません。カッタの切込み角が45° の場合、0.28 mm の刃当り送りに対する切りくずの厚みは、0.2 mm であり(図2)、切りくずが薄くなれば、送りを上げることが可能になるため、サイクルタイムを短縮することができます。タンガロイ高送り加工シリーズのDoFeedでは、刃当り送りを0.77 mm まで上げても、生成される切りくずの厚さは0.2 mm なので(図3)、サイクルタイムを半分以下にすることができます。
送り方向に対し切削抵抗が低いこともまた、高送り加工の利点です。工具の切込み角によって、切削抵抗の方向が決まります。90° のカッタでは、切削抵抗は、主軸に対して垂直に作用し、工具に膨大な抵抗をかけます(図1)。45° カッタの場合は、切削抵抗が主軸に対して45° の角度で作用します(図2)。DoFeedの場合、切込み角が鋭角なので、切削抵抗の方向は、主軸に対してほぼ平行であり、主軸への抵抗は少なくなります(図3)。
TOOL SELECTION GUIDE
対応工具を検索
| ★: 最適 ☆: 適 ★: 可 |
TungForceFeed | DoFeed | MillQuadFeed | DoTwistBall | DoFeedQuad | TungMeister | |
|---|---|---|---|---|---|---|---|

|
|
|
|

|

|
||
| 工具径 | ø8 - ø25 | ø16 - ø200 | ø25 - ø160 | ø20 - ø63 | ø50 - ø125 | ø10 - ø20 | |
| 切込み (APMX) | 0.5 | 1 / 1.5 | 1 / 1.5 / 2 / 2.5 | 1.3 / 2 | 2 | 0.6 - 2.2 | |
| 切込み角 | 12º | 17º / 15º | 7º / 12º / 10º / 14º | 20º / 25º | 13º | R | |
| 使用コーナー数 | 2 | 4 | 4 | 4 | 8 | 1 | |
| 主軸サイズ | BT30 / SK30 / CAT30 |
||||||
| BT40 / SK40 / CAT40 |
|||||||
| BT50 / SK50 / CAT50 |
|||||||
| 加工形態 | 平面 |
☆ | ★ | ★ | ☆ | ☆ | ★ |
肩削り |
☆ | ★ | ☆ | ☆ | ☆ | ||
肩削り(R 付き) |
★ | ★ | |||||
溝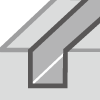 |
☆ | ★ | ★ | ★ | ★ | ||
| 溝(R 付き) |
★ | ★ | |||||
倣い |
☆ | ☆ | ☆ | ☆ | ★ | ||
彫込み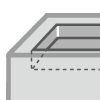 |
☆ | ★ | ☆ | ★ | ☆ | ||
斜め送り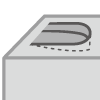 |
☆ | ★ | ☆ | ★ | ☆ | ||
突き |
★ | ☆ | ★ | ☆ | ★ | ||
突き出しの長い加工 |
☆ | ☆ | ★ | ★ | ☆ | ☆ | |
断続面加工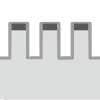 |
☆ | ☆ | ★ | ☆ | ☆ | ★ | |
薄肉ワークの加工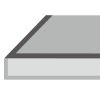 |
☆ | ★ | ★ | ★ | ★ | ☆ | |
![]()
高い工具剛性で安定高能率加工が可能な小径高送りカッタ
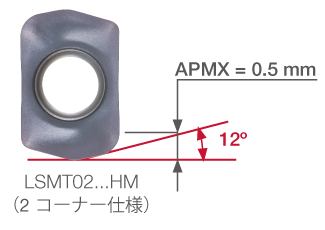
- - 高送り加工に適した剛性のあるコーナ
- - 高能率加工を可能にする超多刃カッタ
- - R2 のインサートも搭載可能
- - 最大送り: 0.8 mm/z
![]()
業界トップクラスの汎用性

- - 広範囲の加工に対応:斜め送り加工、突き加工、穴の繰り広げ、スロット加工、穴あけ、肩削り加工
- - スムーズな切りくず排出とびびりを抑制
- - 深穴加工のような突き出しの長い加工も難なくクリア
- - 最大送り: 1.5 mm/z
![]()
シンプルで豪快な高切込み&高送り加工に対応する超高送りカッタ
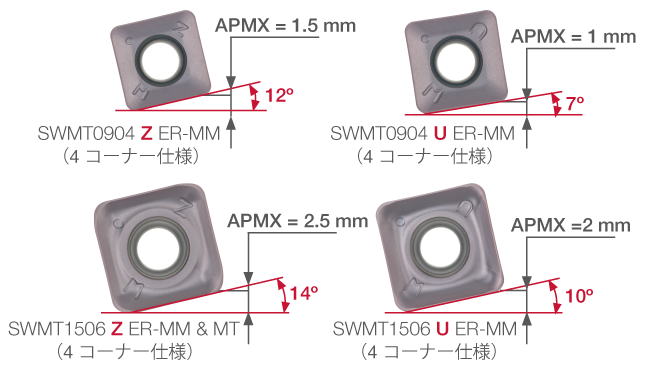
- - 同じカッターに、切込み角の異なる2 種類のインサートが装着可能
- - ZER インサート:低抵抗インサートであらゆる加工に使用可能
- - UER インサート:難削材加工、また長突き出し加工に最適
- - 最大送り: 2 mm/z
![]()
独自設計のねじれ形状インサートによる強固なクランプで、高い安定性かつ高生産性を実現
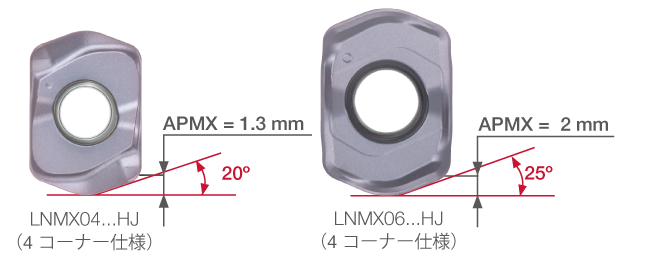
- - コーナ半径R4,5,6 のインサートにも対応するカッタボディ
- - 切込み深さを最大30%向上し、高能率加工が可能
- - 最大送り: 1.3 mm/z
![]()
経済性を追求した荒加工用工具
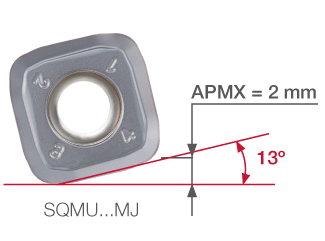
- - ダブテイル構造のクランプにより、高負荷加工時のインサートの浮き上がりを防ぐ
- - 最大送り: 2 mm/z
![]() VFX
VFX
ヘッド交換式高送りエンドミル
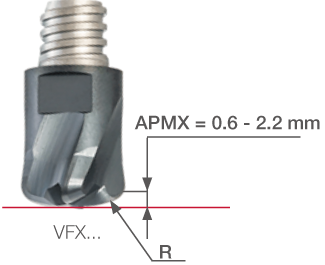
- - 優れた刃先位置繰り返し精度
- - 工具交換時間を大幅に削減
- - 最大送り: 1 mm/z