Machining program compensation for wiper SW/FW insert
Compensations for CNMG/WNMG -SW / -FW
Compensations①,②,③ Internal, External, Face turning, tapered surface, corner radius
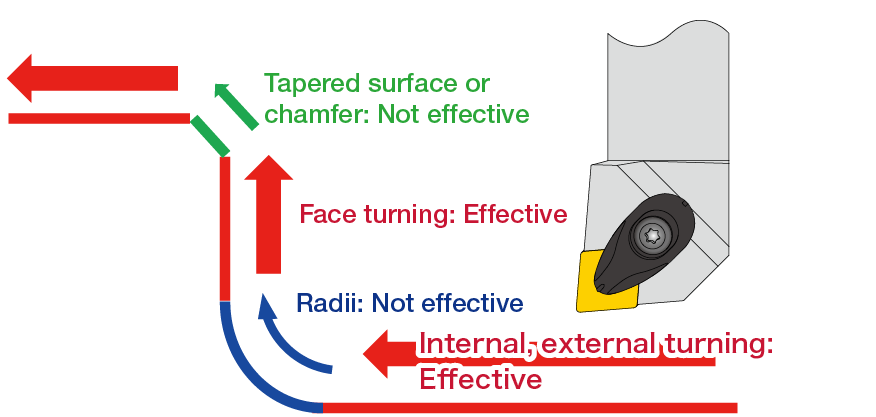
Compensate the NC program as described in ①~③ below.
Compensations① Tool offsets (Compensations for X- and Z-axis)
Match the insert approach angle and the insert style to find the value and compensate the machining program for the insert radius.
*This compensation procedure will not be necessary if the insert is compensated with the built-in tool presetter after insert replacement.
| Nose Radius |
X-axis direction |
Z-axis direction |
|---|---|---|
| R0.4 | 0.03 | 0.03 |
| R0.8 | 0.05 | 0.05 |
| R1.2 | 0.05 | 0.05 |
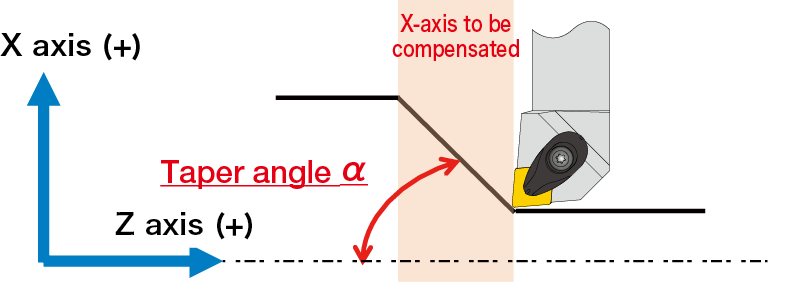
Compensations② Program compensations for tapered surface
(proceed after ①)
To machine tapered surfaces, compensate the nose radius position in the x-axis position to obtain the correct workpiece dimension.
Compensations for x-axis when using CNMG or WNMG-SW/-FW (Tool approach angle: L) insert
Match the insert nose radius and the angle of the surface taper to find the value in Table 1 below to compensate the x-axis position.
For CNMG/WNMG-SW/-FW (Type L)
| Nose radius (mm) |
Taper angle α(θ) | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | |
| R0.4 | 0 | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.10 | 0.11 | 0.11 | 0.11 | 0.11 | 0 |
| R0.8 | 0 | 0.01 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.09 | 0.10 | 0.11 | 0.13 | 0.14 | 0.16 | 0.17 | 0.18 | 0.17 | 0.13 | 0 |
| R1.2 | 0 | 0.01 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.10 | 0.10 | 0.11 | 0.13 | 0.14 | 0.16 | 0.17 | 0.18 | 0.18 | 0.16 | 0 |
Compensations③ Program compensation for corner radii (proceed after ①)
To achieve the correct corner radius dimension on the workpiece, compensate the tool position, using the values listed below for respective insert styles.
| Nose Radius |
Deviation on the corner radius |
Compensate radius by |
|---|---|---|
| R0.4 | 0.05 | +0.12 |
| R0.8 | 0.07 | +0.17 |
| R1.2 | 0.07 | +0.18 |