Machining program compensation for wiper SW/FW insert
Compensations for CNMG/WNMG -SW / -FW
Internal, External and Face turning
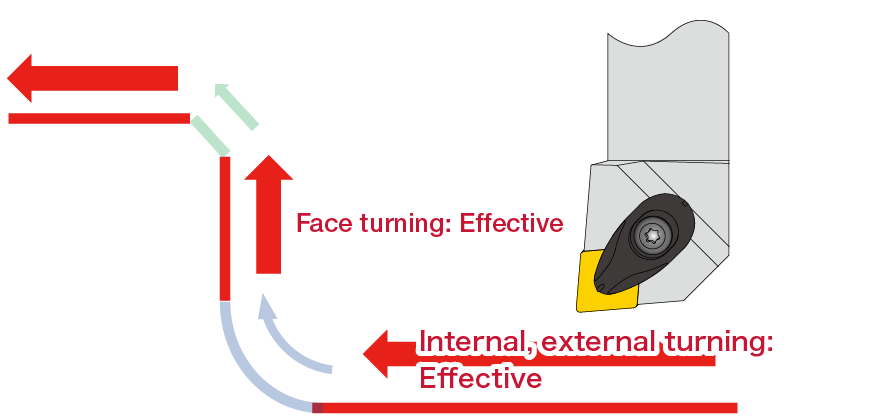
Compensate the NC program as described in ① below.
Compensations① Tool offsets (Compensations for X- and Z-axis)
Match the insert approach angle and the insert style to find the value and compensate the machining program for the insert radius.
*This compensation procedure will not be necessary if the insert is compensated with the built-in tool presetter after insert replacement.
| Nose Radius |
X-axis direction |
Z-axis direction |
|---|---|---|
| R0.4 | 0.03 | 0.03 |
| R0.8 | 0.05 | 0.05 |
| R1.2 | 0.05 | 0.05 |