
Historically, hardened parts were often ground as many cutting tools could not stand up to the rigorous demands of materials with high hardness. Today, many companies are switching from grinding operations to hard turning, as the benefits are numerous.
Hard turning is typically defined as turning of materials harder than 45 Rockwell C (Rc) although, typically hard turning is considered 58 to 68 Rc. As with any machining application the cutting tool must be harder than the material being machined. With this definition, in theory, a carbide insert could machine 60 Rc material, since most carbide is over 85 Rc. However, the reality is carbide inserts would not be able to endure the heat generated in hard turning.
Cubic Boron Nitride (CBN) is the number one choice for hard turning applications. CBN is a man-made very hard material, second in hardness to Polycrystalline Diamond. CBN offers extreme hardness, toughness, chemical and thermal stability.
The sintered CBN blank is cut into desired shapes which are brazed onto cemented carbide blanks in the form of ISO standard geometries; these are final CBN, single or multiple corner inserts.

A common failure mode with CBN in hard turning applications is flaking of the CBN blank. The cause is often the braze. The CBN tip is relatively small so the brazing area is too, then, the braze softens due to heat and causes the CBN to move, causing the flaking. End-users often lose productivity by moving to a softer CBN grade, that runs slower and does not last as long. However, the root cause is often the braze between the CBN and the carbide insert softened and caused the premature flaking. Another common failure mode is the tip comes off while machine. This is an obvious symptom of the braze softening.
This is the reason Tungaloy has introduced its “CBN WavyJoint”. The WavyJoint is a connection surface between the CBN segment and the carbide insert that is an irregular curving surface, alternating in opposite directions, similar to that of waves. This increases the contact surface between the CBN and the carbide insert by 160%. This feature alone decreases the probability of braze softening significantly.

The CBN segment is 200% larger, which means not only is it capable of a larger depth of cut (ap 0.8 mm) reducing cycle time, but due to the large segment size very little heat reaches the brazed area where the CBN is adhered to the carbide insert. Since heat at the brazed area is reduced by 50%, the probability of braze softening is dramatically decreased.
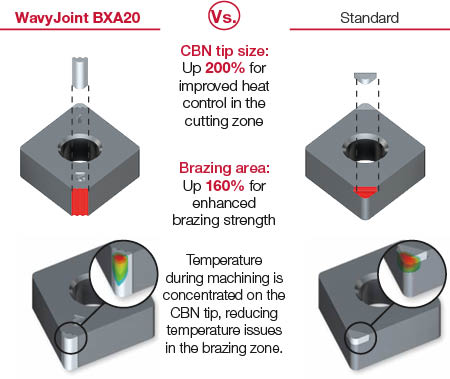
The CBN WavyJoint insert is available in Tungaloy’s new BXA20 grade.
BXA20 is a new substrate, with a lower CBN content, coupled with a new coating that has excellent adhesion strength, making this grade ideal for resisting both crater and flank wear.
The BXA20 coating is a multi-layered titanium aluminum nitride that is 2 times thicker than conventional grades, which enhances flank wear resistance.
The binder in BXA20 has special chemical composition in titanium carbo-nitride base that is well balanced between hardness and toughness. Because of this, BXA20 has very high fracture resistance. This gives BXA20 a wide range of applications from continuous to heavy interrupted cuts.
BXA20 can run at speeds of up to 180 m/min (590 SFM)
WavyJoint is available with an “H” (heavy) edge prep which strengthens the cutting edge, making this ideal for interrupted applications.
This insert is also available with the new HM chip breaker. This breaker enables smooth and reliable chip control, while reducing crater wear on the rake surface. The chip breaker also works to reduce any chatter.
The CBN Wavy inserts are available in CNG*, DNG*, TNG*, VNG* and WNG* geometries.
