
一直以来,硬化零件经常采用磨削加工,因为许多刀具无法满足高硬度材料的严苛要求。如今,许多公司正从研磨业务转向硬车削,因为其好处是多方面的。
硬车削通常定义为车削比45洛氏硬度C(Rc)更硬的材料,尽管通常认为硬车削为58至68 Rc。与任何加工应用一样,刀具必须比加工材料更硬。根据这个定义,理论上,硬质合金刀片可以加工60 Rc材料,因为大多数硬质合金都超过85 Rc。然而,事实是硬质合金刀片无法承受硬车削产生的热量。
立方氮化硼(CBN)是硬车削应用的首选材料。CBN是一种人造非常硬的材料,硬度仅次于聚晶金刚石。CBN具有极高的硬度、韧性、化学稳定性和热稳定性。
烧结CBN坯料切割成所需形状,以ISO标准几何形状钎焊到硬质合金坯料上;这些是最终的CBN,单个或多个刀尖的刀片。

CBN在硬车削应用中的常见失效模式是CBN坯料剥落。原因通常是钎焊CBN尖端相对较小,因此钎焊面积也过小,钎焊因受热而软化,导致CBN移动,最终剥落。终端用户通常会因为使用较软的CBN材质而丧失生产力,因为此类CBN材质承受切削速度较慢,持续时间也不够长。然而,根本原因通常是CBN和硬质合金刀片之间的钎焊软化,导致过早剥落。另一种常见的失效模式是在机器运转时尖端脱落。这是钎焊软化的一个明显症状。
这就是泰珂洛推出其“CBN WavyJoint”的原因。WavyJoint是CBN块和硬质合金刀片之间的连接面,是一个不规则的曲面,在相反方向交替,类似于波浪。这将使CBN和硬质合金刀片之间的接触面增加160%。仅此特征就大大降低了钎焊软化的可能性。

CBN块大200%,这意味着它不仅能够使用更大的切削深度(ap 0.8 mm),缩短循环时间,而且由于CBN块尺寸较大,几乎没有热量到达钎焊区域,CBN粘附在硬质合金刀片上。由于钎焊区域的热量减少了50%,钎焊软化的可能性大大降低。
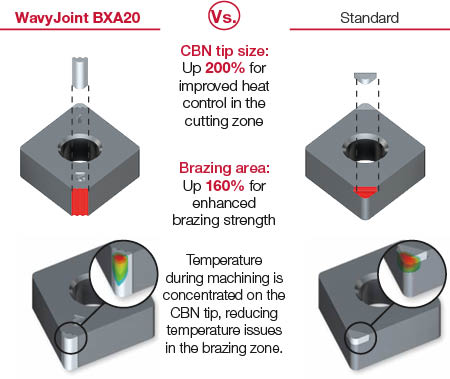
CBN WavyJoint刀片包含泰珂洛新的BXA20材质。
BXA20采用一款CBN含量更低的新基体,结合优秀粘着强度的新型涂层,使这款材质拥有良好的抗月牙洼和抗后刀面磨损性。
BXA20是一种复合钛铝氮化物涂层,厚度是传统涂层的2倍,进而提高了其抗后刀面磨损性。
BXA20的粘结剂拥有特殊的化学成本,包含了碳氮化钛基,很好的平衡了硬度和韧性。正因如此,BXA20拥有很高的抗崩损性。这就使得BXA20能够应对从连续到强断续的各种加工应用。
BXA20可以承受的切削速度高达180 m/min (590 SFM)。
WavyJoint带有“H”(重型)刃口处理的表示代表强化刃口,使其适用于断续加工。
刀片采用新的HM断屑槽。断屑槽能够实现顺畅和可靠的切屑控制,同时减少前刀面上的月牙洼磨损。断屑槽也能够减少振刀的发生。
CBN波浪状焊接的刀片包括CNG*, DNG*, TNG*, VNG* 和 WNG*几何形状。
